MANST
Forschungsplatz 1
63820 Elsenfeld
In the manufacturing process of lithium-ion battery electrodes, slot die coating is currently the mainstream electrode coating method. Compared with comma blade or roll coating, the advantages of this metering coating method are precise measurement, easy control of process parameters, and its closed system can reduce the impact of the environment on the slurry.
In a slot die coating system, the coating die is the most important component. As shown in Figure 1, the coating die generally includes an upper die and a lower die. A chamber with a specific geometric shape is machined into the upper die and/or lower die. The upper die, lower die, and shim are assembled together to form a coating slit. The slurry is pumped into the internal chamber of the die from the feed port, then flows out from the coating slit, forming a fluid with uniform speed, flow rate, and pressure distribution at the lip of the die, and then transfers onto the foil.
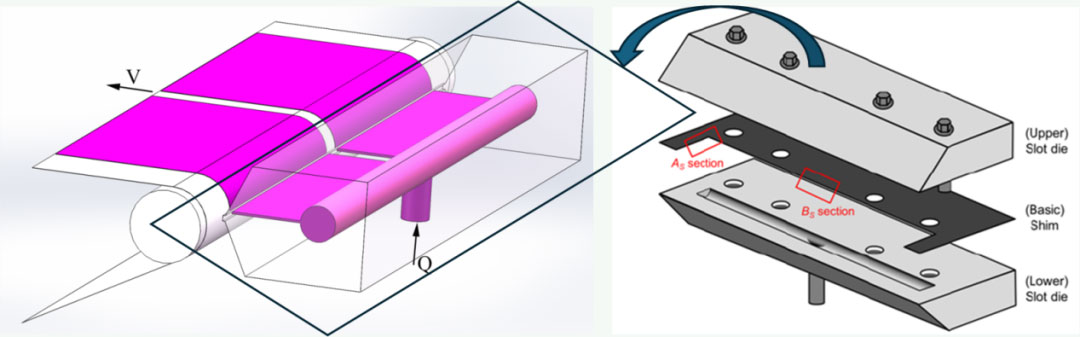
Figure 1: Schematic Diagram of Slot Die Coating and Die
To manufacture a uniform and stable electrode coating, the coating process must meet the following conditions:
The slurry properties must remain stable without settling, and the viscosity and solid content should not change.
The slurry supply must be stable, forming a uniform and stable flow state inside the die.
The coating process must operate within the coating window, forming a stable flow field between the die and the coating roller.
The foil feeding must be stable, avoiding slippage, severe shaking, and wrinkling: good tension and deviation control are required.
The design of the slot die has a crucial impact on coating accuracy. The design must also consider the rheological properties of the coating slurry. The slot die is designed and machined according to the provided rheological data. The geometric structure of the internal cavity of the slot die directly affects the flow field within the cavity. Optimizing the structural parameters can effectively improve the uniformity of the exit velocity distribution. Currently, in China, only companies like MANST have the capability to independently develop and design coating dies. Their design optimizations include:
Internal flow channel design of the coating die, such as gradient type, coat-hanger type, single-chamber, and double-chamber trough structures. The goal is to maintain the flow speed of the coating liquid inside the die, avoiding dead zones or sedimentation to ensure uniform exit speed at the die slit for consistent coating.
Optimization of feed positions, such as bottom feed or side feed of the die, to change the fluid flow state and ensure uniform exit speed at the die slit.
Optimization of the shim structure.
Although the optimized design of the internal cavity of the die can distribute the slurry fluid evenly at the die slit, the surface quality of the slit platform and the gap between the upper and lower dies ultimately control the flow state when the fluid exits the slit die. The key to uniform flow is the distribution and stability of pressure, velocity, and volumetric flow rate at the outlet. The control equation for the volumetric flow rate V is as follows:
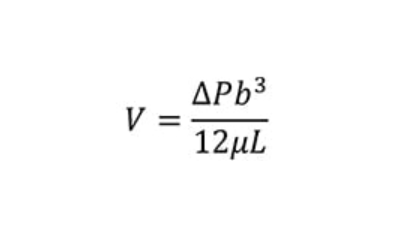
Where ΔP is the pressure drop through the slot die; b is the slit gap between the upper and lower dies; μ is the viscosity of the slurry; and L is the length in the direction of flow through the slit, as shown in Figure 2.
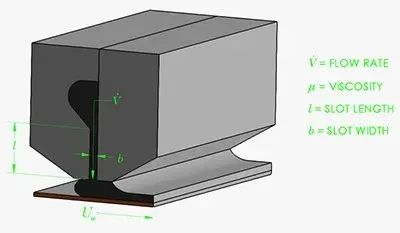
Figure 2: Parameters of the Flow Equation for the Slot Die
According to the above formula, the slit gap b between the upper and lower dies is a cubic variable of the volumetric flow rate of the slurry at the die exit. Even a slight change in this variable can significantly impact the coating result. Therefore, the slit gap of the coating die is critical. During coating, the slurry continuously flows through the lip and is ejected from the slit. The performance indicators of the lip will directly affect the coating quality. Based on the characteristics of lithium-ion battery coating, the slot die slit lip should meet the following requirements:
High dimensional accuracy of the lip. Lithium-ion battery coating typically has a slurry wet thickness of 100-300 μm, with an accuracy requirement of<1%. Therefore, the dimensional accuracy of the lip is also very high, requiring a sharp lip with micron-level precision and high edge straightness (less than 2 μm/m).
Smooth surface of the slit platform with low roughness (Rz below 0.02 μm). The slurry is a suspension of active material particles that flows through the slit and is ejected from the lip. If solid particles stagnate and accumulate in certain areas, it can cause uneven coating thickness and defects such as vertical streaks. Therefore, the lip surface must be smooth with low roughness to prevent solid particle blockage.
High hardness and wear resistance of the lip material, ensuring long service life. The slurry, consisting of solid particles, continuously flows through the slit lip under pressure during the coating process, causing abrasive wear on the slit surface. This requires the lip material to have high hardness and wear resistance for long-term use.
Corrosion resistance. Lithium-ion battery slurry often contains organic solvents and polymer binders, and the cathode slurry is often mildly alkaline. Thus, the lip must be corrosion-resistant.
Sharp lip with certain toughness to prevent breakage, requiring high compressive and flexural strength to avoid deformation.
Considering the specific use environment and cost factors, the material of the slot die should be reasonably selected as needed. Typical material choices include stainless steel for the die body and hard alloy, titanium alloy, or corrosion-resistant alloy for the critical lip part. Alternatively, both the die body and the critical lip part can be made of hard alloy, titanium alloy, or corrosion-resistant alloy, or the die can be coated with a wear-resistant plating. Currently, all types of metal dies experience lip wear, significantly affecting their service life. Therefore, demetallization of coating equipment will inevitably become a trend.
On April 26, 2024, MANST launched a new fully automatic dual-layer ceramic die with the theme "Ceramics Empowerment, Intelligent Renewal." This is the first domestically developed all-ceramic coating die, composed of an all-ceramic upper, middle, and lower die, electric actuator, gasket, dispensing valve, control system, and other components. The die offers high wear resistance, high hardness, corrosion resistance, minimal deformation, and impact resistance. By using all-ceramic materials to achieve demetallization of the coating section, the wear and corrosion resistance of the slit forming surface in the coating slit is significantly improved. Additionally, even if a small amount of ceramic material wears into the slurry, it does not affect the performance of the battery electrode, ensuring the quality of the finished battery electrode.
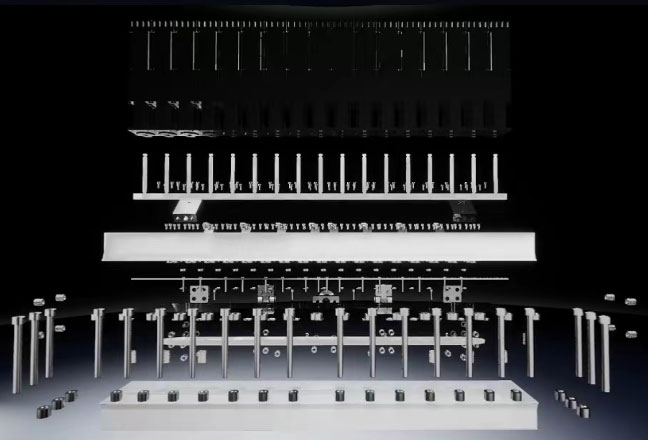
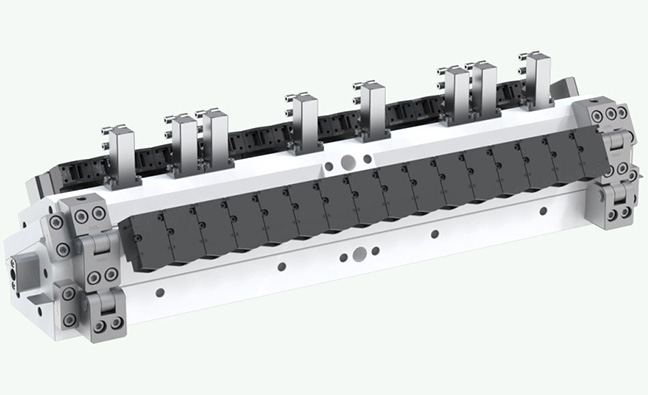
Figure 3: MANST All-Ceramic Closed-Loop Adjustable Dual-Layer Coating Die
MANST emphasized five core advantages of their development of a fully automatic all-ceramic new die head:
Strong Ceramic Material R&D Team: With over 100 professional staff including doctors, masters, and undergraduates, MANST has applied for multiple patents.
Self-developed Ceramic Material Formula: MANST developed a ceramic material formula with a balanced ratio of all-ceramic components and binders, solving the cracking problem in processing and sintering large-sized blanks. The material contains no elemental metals harmful to batteries.
Self-developed Ceramic Processing Technology: Utilizing co-precipitation to synthesize nano-ceramic powders, grinding with a sand mill to control ceramic powder particle size, and employing processes such as slurry making, spray granulation, high-pressure forming, green machining, sintering, and precision machining.
Leading Industry-Specific Ceramic Research Laboratories: MANST possesses four ceramic research laboratories - materials, sintering, materials processing, and salt spray testing. Through various experiments and tests, they ensure ceramic material hardness, density, toughness, wear resistance, and corrosion resistance, optimizing forming, sintering, and processing techniques to produce high-density, high-performance ceramic die heads.
Complete Ceramic Production Line: MANST has a complete production line encompassing mixing, pressing, wire cutting, sintering, machining, and grinding, enabling mass production of all-ceramic die heads.
With the rapid development of the lithium-ion battery industry, coating die heads are evolving towards dual-layer and intelligently controlled closed-loop systems. The introduction of all-ceramic coating die heads represents an innovative direction in die head material selection. Thanks to the unique properties of ceramics, all-ceramic coating die heads are expected to bring advantages and new development trends:
High Wear Resistance: Ceramics are known for their high hardness and wear resistance. The use of all-ceramic coating die heads significantly extends the die head's lifespan, reduces replacement frequency, and lowers maintenance costs.
Excellent Corrosion Resistance: Ceramics exhibit excellent chemical stability and high resistance to various corrosive media, making them suitable for coating corrosive battery materials.
Smooth Ceramic Surface: Ceramics have a smooth surface that resists material adhesion, reducing material loss during coating and facilitating easier cleaning and maintenance.
High Precision Coating: Ceramic materials are processed with high precision, enabling the production of extremely accurate coating die heads, which improves coating quality and consistency.
Market Application Expansion: Apart from lithium-ion battery applications, the excellent characteristics of all-ceramic coating die heads also have the potential to expand into other coating fields such as fuel cells, semiconductors, and photovoltaics.
MANST mentioned that, in comparison to metal die heads under the same cathode ternary material coating process, metal die heads have a lifespan of around 3 million meters, whereas ceramic die heads exceed 9 million meters, demonstrating significant advantages in wear resistance over metal die heads.

Figure 4: MANST All-Ceramic Fully Automatic Die Head with High Precision
Comparing the dry grinding wear data between metal 630 material and ceramic material, the wear of ceramic material is 0.001, while the wear of metal reaches 0.022. It can be seen that ceramic wear is significantly less than metal wear, with ceramic wear performance exceeding that of metal by more than 20 times.
In terms of hardness, through hardness testing, ceramic hardness is more than twice that of metal.
In terms of corrosion resistance, under the same operating conditions of electrochemical corrosion testing, metal exhibits noticeable corrosion points, while ceramic shows no signs of corrosion.
Regarding deformation, ceramic material has a higher elastic modulus than metal material, resulting in less deformation of ceramic die heads under the same conditions compared to metal die heads.
For impact resistance, under the same experimental conditions, metal deformation upon impact is much greater than ceramic, indicating that ceramic has higher impact resistance compared to metal.
The above highlights showcase the ceramic die head's full ceramic material, high wear resistance, high hardness, corrosion resistance, deformation resistance, and impact resistance. Addressing industry demands, they have prioritized the launch of four series of all-ceramic coating die head products: all-ceramic manual micrometer adjustment series die heads, all-ceramic electric actuator closed-loop adjustment series die heads, all-ceramic double-layer upper and lower manual micrometer adjustment series die heads, and all-ceramic double-layer upper and lower electric actuator adjustment series die heads, which can be matched and used with coating machines, and can be produced for die head lengths below 2 meters.
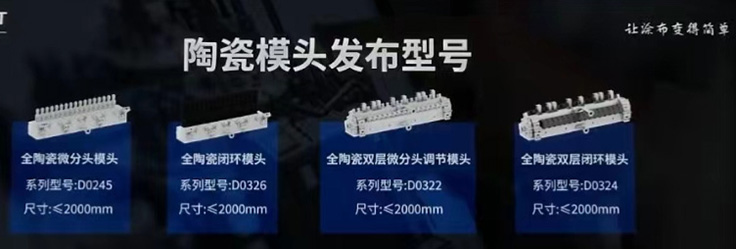
Figure 5 shows the series of MANST's all-ceramic coating heads.
In addition, MANST ceramic materials have many applications in the new energy industry, including ceramic twin screws, ceramic dispersion components, ceramic distribution components, ceramic pipes, ceramic sleeves for screw pumps, ceramic mixing paddles, and more. It is hoped that the all-ceramic coating head, as a new material choice, can bring significant advancements to coating technology and promote the development of related industries such as lithium-ion batteries.
+49(0)9372 9283 688
MANST
Forschungsplatz 1
63820 Elsenfeld




MANST
Forschungsplatz 1
63820 Elsenfeld
Copyright © 2024 MANST Technology All rights reserved.