MANST
Forschungsplatz 1
63820 Elsenfeld
Im Herstellungsprozess von Elektroden für Lithium-Ionen-Batterien ist das Extrusionsbeschichtungsverfahren derzeit die vorherrschende Methode zur Elektrodenbeschichtung. Im Vergleich zu Rakel- oder Walzenbeschichtungen bietet dieses dosiergenaue Verfahren mehrere Vorteile: eine hohe Messgenauigkeit, leicht zu kontrollierende Prozessparameter sowie ein geschlossenes System, das den Einfluss der Umgebung auf die Slurry reduziert.
Im Extrusionsbeschichtungssystem ist die Beschichtungskopf-Düse die wichtigste Komponente. Wie in Abbildung 1 dargestellt, besteht sie im Allgemeinen aus einer Ober- und einer Untermatrize. In die Ober- und/oder Untermatrize ist eine Kavität mit bestimmter Geometrie eingearbeitet. Zusammen mit Distanzstücken bilden sie den Beschichtungsspalt. Die Slurry wird über den Einlass in die innere Kavität des Beschichtungskopfes gepumpt, tritt anschließend durch den Beschichtungsspalt aus und bildet am Lippenbereich des Kopfes einen gleichmäßigen Geschwindigkeits-, Durchfluss- und Druckverlauf, bevor sie auf das Substrat übertragen wird.
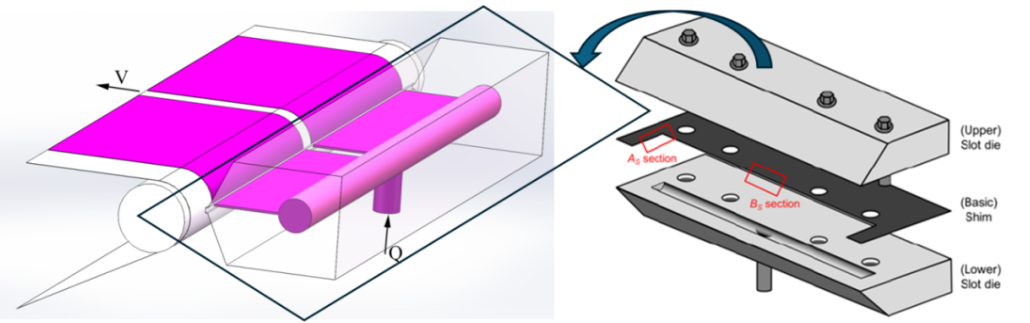
Abb. 1 Schematische Darstellung der Extrusionsbeschichtung und des Beschichtungskopfes
Um eine gleichmäßige und stabile Elektrodenbeschichtung zu gewährleisten, müssen während des Beschichtungsprozesses folgende Bedingungen erfüllt sein:
Stabile Eigenschaften der Slurry – keine Sedimentation, konstante Viskosität und Feststoffgehalt.
Stabile Slurry-Zufuhr – im Inneren des Beschichtungskopfes muss ein gleichmäßiger, stabiler Strömungszustand entstehen.
Prozessstabilität innerhalb des Beschichtungsfensters – zwischen Beschichtungskopf und Beschichtungswalze muss sich ein stabiler Strömungsbereich bilden.
Stabiler Folienlauf – keine Gleitbewegungen, starken Vibrationen oder Faltenbildung; hierfür sind eine präzise Bahnspannung sowie ein zuverlässiges Bahnregelsystem erforderlich.
Das Design des Extrusions-Beschichtungskopfes hat dabei einen entscheidenden Einfluss auf die Beschichtungsgenauigkeit. Bei der Konstruktion müssen die rheologischen Eigenschaften der Slurry berücksichtigt werden. Basierend auf den bereitgestellten Rheologiedaten wird der Extrusionskopf ausgelegt und gefertigt. Die Geometrie der inneren Kavität beeinflusst direkt die Strömungsform im Kopf, und eine Optimierung der Strukturparameter kann die Gleichmäßigkeit der Strömungsgeschwindigkeit am Ausgang erheblich verbessern. Derzeit verfügen in China nur wenige Unternehmen – darunter MANST – über die Fähigkeit zur eigenständigen Entwicklung und Konstruktion solcher Beschichtungsköpfe. Die Designoptimierungen umfassen unter anderem:
Strömungskanal-Design im Inneren des Beschichtungskopfes
z. B. Gradient-, Kleiderbügel-, Einkammer- oder Doppelkammersysteme. Ziel ist es, die Strömungsgeschwindigkeit der Slurry im Inneren konstant zu halten und das Entstehen von Totzonen oder Sedimentation zu vermeiden, sodass eine gleichmäßige Strömungsgeschwindigkeit am Schlitz gewährleistet wird und die Schicht gleichmäßig aufgetragen wird.
Optimierung der Einlassposition
z. B. Zulauf am unteren Teil oder seitlicher Zulauf des Beschichtungskopfes, um den Strömungszustand zu beeinflussen und eine gleichmäßige Geschwindigkeit am Schlitz-Ausgang sicherzustellen.
Optimierung der Distanzstück-Struktur (Shims).
Obwohl eine optimierte Gestaltung der Kavität die gleichmäßige Verteilung der Slurry im Schlitz ermöglicht, bestimmen letztlich die Oberflächenqualität der Schlitzplattform sowie der Schlitzabstand zwischen Ober- und Untermatrize den Strömungszustand beim Austritt. Entscheidend für eine gleichmäßige Strömung sind die Druck-, Geschwindigkeits- und Volumenstromverteilungen am Austritt. Die Steuerungsgleichung für den Volumenstrom V lautet wie folgt:

Dabei gilt:
ΔP ist der Druckabfall über den Schlitzbeschichtungskopf.
b ist der Spaltabstand zwischen Ober- und Untermatrize.
μ ist die Viskosität der Slurry.
L ist die Länge in Strömungsrichtung innerhalb des Schlitzes, wie in Abb. 2 dargestellt.
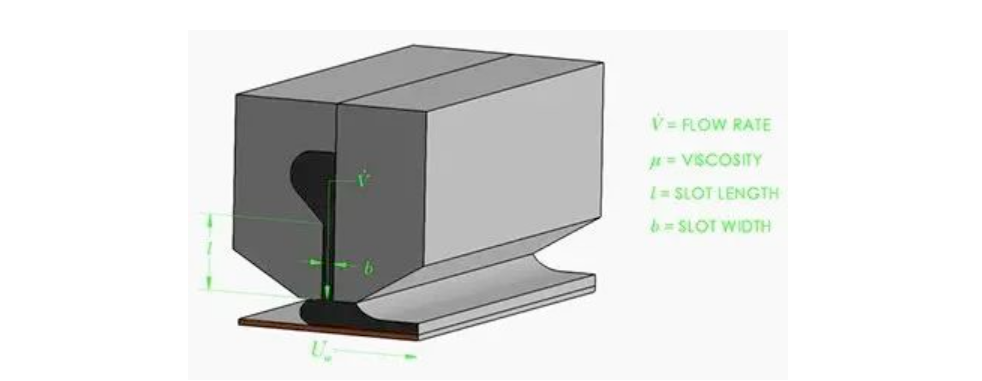
Abb. 2 Parameter der Strömungsgleichung im Schlitz des Beschichtungskopfes
Aus der obigen Gleichung wird ersichtlich, dass der Schlitzspalt b zwischen Ober- und Untermatrize des Beschichtungskopfes eine kubische Einflussgröße auf den Volumenstrom der austretenden Slurry darstellt. Schon kleinste Abweichungen dieses Parameters können das Beschichtungsergebnis erheblich beeinflussen. Damit ist der Schlitzspalt einer der Schlüsselfaktoren des gesamten Beschichtungskopfes. Während des Prozesses strömt die Slurry kontinuierlich durch den Lippenbereich aus dem Schlitz; die Eigenschaften der Lippen wirken sich daher direkt auf die Beschichtungsqualität aus.
Für die Beschichtung von Lithium-Ionen-Batterien sollte der Extrusionsschlitz folgende Anforderungen erfüllen:
Hohe Maßgenauigkeit der Lippenabmessungen.
Bei der Elektrodenbeschichtung beträgt die Nassschichtdicke der Slurry typischerweise 100–300 μm, mit einer geforderten Präzision von <1 %. Entsprechend hoch sind die Anforderungen an die Schneidkanten der Lippen: Sie müssen scharfkantig mit mikrometergenauer Präzision gefertigt sein und eine hohe Geradheit (<2 μm/m) aufweisen.
Glatte Oberfläche der Schlitzplattform, geringe Rauheit (Rz < 0,02 μm).
Da es sich bei der Slurry um eine Suspension von Aktivmaterialpartikeln handelt, können Ablagerungen oder Totzonen an rauen Oberflächen zu Schichtdickenunterschieden und Defekten (z. B. vertikale Streifen) führen. Deshalb muss die Schlitzfläche extrem glatt sein, um Partikelablagerungen zu vermeiden.
Hohe Härte, Verschleißfestigkeit und lange Lebensdauer der Lippen.
Da die Slurry Feststoffpartikel enthält, treten bei der Extrusion abrasiver Verschleiß und Materialabtrag am Schlitz auf. Daher müssen die Lippenmaterialien eine hohe Härte und Verschleißfestigkeit aufweisen, um eine dauerhafte Nutzung zu gewährleisten.
Korrosionsbeständigkeit.
Lithium-Ionen-Slurries enthalten häufig organische Lösungsmittel, Polymerbinder und können (insbesondere bei Kathodenslurries) schwach alkalisch sein. Folglich ist eine hohe Korrosionsbeständigkeit der Lippen zwingend erforderlich.
Scharfe Lippenkanten mit ausreichender Zähigkeit.
Die Lippen dürfen weder brechen noch sich plastisch verformen. Daher sind hohe Druck- und Biegefestigkeit des verwendeten Materials notwendig.
Unter Berücksichtigung der Einsatzbedingungen und Kostenfaktoren ergeben sich verschiedene Materialstrategien für Extrusionsköpfe:
Hauptkörper aus Edelstahl, Lippen aus Hartmetall, Titanlegierungen oder korrosionsbeständigen Legierungen.
Hauptkörper und Lippen vollständig aus Hartmetall, Titanlegierungen oder korrosionsbeständigen Legierungen.
Metallische Köpfe mit verschleißfesten Beschichtungen (z. B. galvanische Hartschichten).
Unabhängig von der gewählten Strategie tritt jedoch bei metallischen Köpfen stets ein Verschleiß der Lippen auf, was die Lebensdauer erheblich verkürzt. Daher wird die Metallfreiheit in Beschichtungsanlagen unweigerlich zum künftigen Entwicklungstrend.
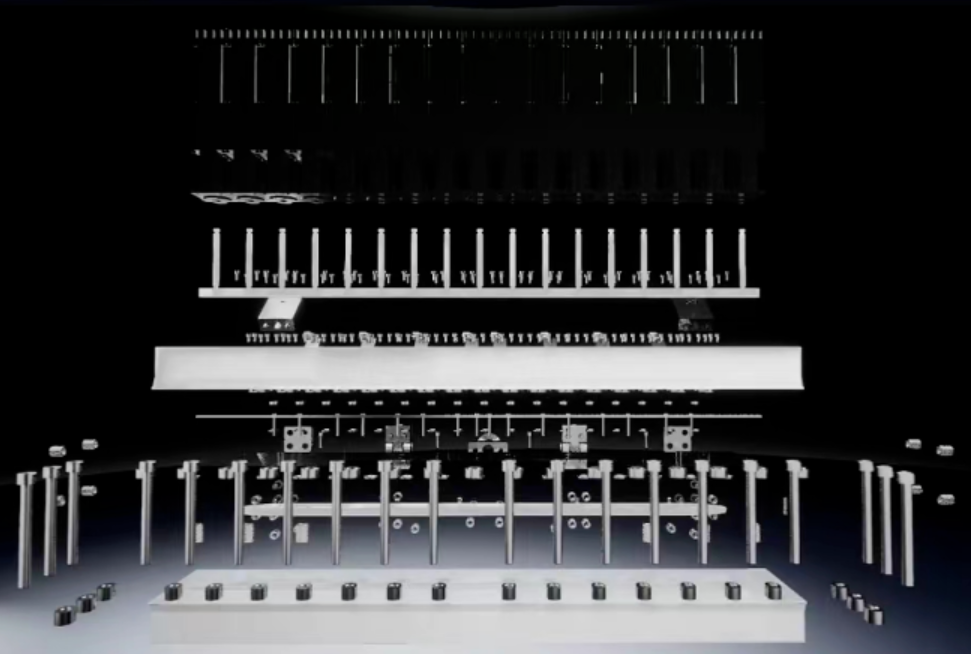
Am 26. April 2024 stellte MANST unter dem Motto „Keramik stärkt, Intelligenz erneuert“ sein neu entwickeltes vollautomatisches zweilagiges Keramik-Beschichtungskopfmodell vor – das erste in China eigenständig entwickelte vollkeramische Beschichtungskopf-System. Es besteht aus vollkeramischen Ober-, Mittel- und Untermatrizen, einem elektrischen Aktuator, Distanzstücken, Dosier- und Steuerventilen sowie einem geschlossenen Regelkreissystem.
Dieser vollkeramische Beschichtungskopf zeichnet sich durch hohe Verschleißfestigkeit, Härte, Korrosionsbeständigkeit, geringe Verformung und Schlagzähigkeit aus. Durch die Verwendung von Vollkeramik wird die Metallfreiheit in der Beschichtungsstufe vollständig realisiert. Die Beständigkeit gegenüber Abrieb und Korrosion im Schlitz wird erheblich verbessert, und selbst wenn minimale Keramikpartikel in die Slurry gelangen, beeinträchtigt dies die Qualität der Elektrodenfolie nicht. Auf diese Weise wird die hohe Qualität der fertigen Batterieelektroden nachhaltig gewährleistet.
 |
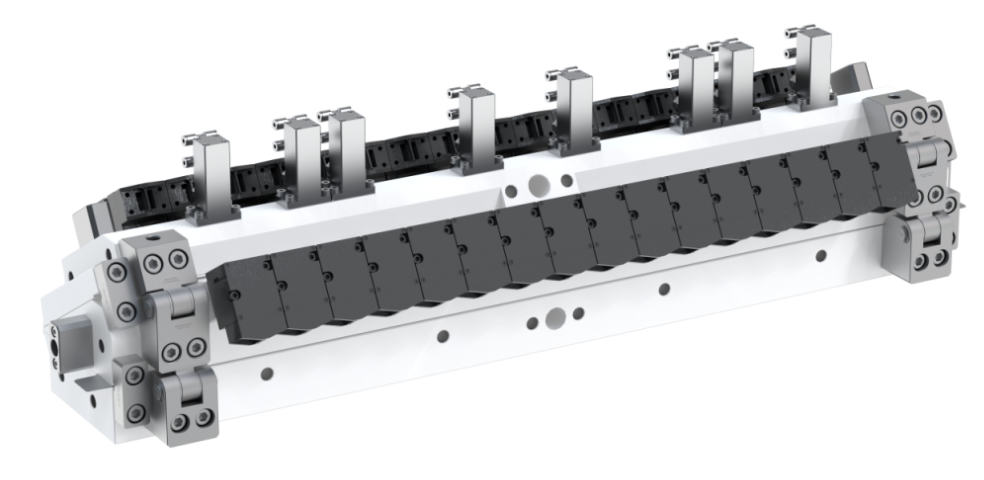 |
Abb. 3 Vollkeramischer, doppellagiger Beschichtungskopf mit geschlossenem Regelkreis von MANST
Auf der Produkteinführung betonte MANST, dass die Entwicklung des neuen vollkeramischen, vollautomatischen Beschichtungskopfes auf fünf zentralen Kernkompetenzen beruht:
Starkes keramisches Materialforschungsteam: Mehr als 100 Fachkräfte, darunter Doktoranden, Master- und Bachelorabsolventen, die bereits zahlreiche Patente angemeldet haben.
Eigenentwickelte Keramikmaterialien: Vollkeramische Zusammensetzungen und optimale Binderanteile lösen die Probleme von Rissen bei der Verarbeitung und dem Sintern großer Rohlinge. Der Gehalt an reinen Metallen beträgt 0 %, es sind keine für Batterien schädlichen Elemente enthalten.
Eigenentwickelte Keramikverarbeitungsverfahren: Einsatz von Co-Fällungsmethoden zur Synthese von Nanokeramikpulvern, Schleifen der Pulverpartikel, Steuerung der Partikelgröße, Slurry- und Binderprozesse, Sprühgranulierungsverfahren, Hochdruckpressen, Rohlingbearbeitung, Sintern und Feinbearbeitung.
Führende keramische Forschungslabore: Vier spezialisierte Labore für Materialuntersuchung, Sintern, Materialbearbeitung und Salzsprühprüfungen. Durch umfassende Tests werden Härte, Dichte, Zähigkeit, Verschleiß- und Korrosionsbeständigkeit der Keramik überprüft, gleichzeitig werden Form-, Sinter- und Bearbeitungsprozesse optimiert, um hochdichte und leistungsfähige Keramikbeschichtungsköpfe zu fertigen.
Vollständige Keramikproduktionslinie: Von Mischen über Pressen, Drahtschneiden, Sintern, mechanische Bearbeitung bis Schleifen. Dadurch ist eine Serienfertigung vollkeramischer Beschichtungsköpfe möglich.
Mit der rasanten Entwicklung der Lithium-Ionen-Batterieindustrie entwickeln sich Beschichtungsköpfe zunehmend zu doppellagigen und intelligenten, geschlossen geregelten Beschichtungsköpfen. Der Einsatz vollkeramischer Beschichtungsköpfe stellt einen innovativen Ansatz bei der Materialwahl dar. Dank der besonderen Eigenschaften von Keramik ergeben sich folgende Vorteile und neue Entwicklungstrends:
Hohe Verschleißfestigkeit: Keramik zeichnet sich durch hohe Härte und Abriebfestigkeit aus. Der Einsatz vollkeramischer Beschichtungsköpfe verlängert die Lebensdauer erheblich, reduziert Austauschhäufigkeiten und senkt somit die Wartungskosten.
Hervorragende Korrosionsbeständigkeit: Keramik ist chemisch sehr stabil und widersteht verschiedenen korrosiven Medien, ideal für die Beschichtung aggressiver Batteriematerialien.
Glatte Oberfläche: Die keramische Oberfläche verhindert das Anhaften der Beschichtungsmasse, reduziert Materialverlust und erleichtert Reinigung und Wartung.
Hohe Beschichtungspräzision: Keramik lässt sich hochpräzise bearbeiten, was die Fertigung von Beschichtungsköpfen mit sehr hoher Genauigkeit ermöglicht und die Qualität und Gleichmäßigkeit der Beschichtung verbessert.
Marktanwendungserweiterung: Neben Lithium-Ionen-Batterien können vollkeramische Beschichtungsköpfe dank ihrer Eigenschaften auch in anderen Bereichen eingesetzt werden, z. B. Brennstoffzellen, Halbleiter oder Photovoltaik.
MANST stellte zudem Vergleiche zwischen keramischen und metallischen Köpfen vor: Bei der Beschichtung von Kathodenmaterialien (NCM) mit identischem Prozess beträgt die Lebensdauer metallischer Köpfe etwa 3 Millionen Meter, während keramische Köpfe über 9 Millionen Meter erreichen. Dies verdeutlicht den signifikanten Vorteil von Keramikköpfen in Bezug auf Verschleißfestigkeit.
 |
Abb. 4 Hochpräziser vollkeramischer, vollautomatischer Beschichtungskopf von MANST
Durch den Vergleich der Trockenverschleißdaten von Metall 630 und Keramikmaterialien zeigt sich: Der Verschleiß von Keramik beträgt 0,001, während der Metallverschleiß 0,022 erreicht. Dies verdeutlicht, dass Keramik um ein Vielfaches verschleißärmer ist – über 20-mal besser als Metall.
Härte: Härtemessungen zeigen, dass Keramik mehr als doppelt so hart ist wie Metall.
Korrosionsbeständigkeit: Bei elektrochemischen Korrosionstests unter gleichen Bedingungen weist Metall deutliche Punktkorrosion auf, während Keramik keinerlei Korrosionserscheinungen zeigt.
Verformung: Der Elastizitätsmodul von Keramik ist höher als der von Metall. Unter gleichen Belastungsbedingungen verformt sich ein keramischer Beschichtungskopf weniger als ein metallischer.
Schlagfestigkeit: Experimente unter gleichen Bedingungen zeigen, dass Metall bei Kollisionen wesentlich stärker verformt wird als Keramik. Die Schlagfestigkeit von Keramik übertrifft die von Metall deutlich.
Damit zeigt der keramische Beschichtungskopf seine herausragenden Eigenschaften: vollkeramisches Material, hohe Verschleißfestigkeit, hohe Härte, Korrosionsbeständigkeit, geringe Verformung und hohe Schlagfestigkeit.
Entsprechend den Anforderungen der Branche hat MANST vier Serien vollkeramischer Beschichtungsköpfe entwickelt:
Vollkeramische Serie mit manueller Mikrometerschrauben-Regelung
Vollkeramische Serie mit elektrischem Aktuator und geschlossenem Regelkreis
Vollkeramische zweilagige Serie (oben/unten) mit manueller Mikrometerschrauben-Regelung
Vollkeramische zweilagige Serie (oben/unten) mit elektrischem Aktuator
Alle Serien sind kompatibel mit Beschichtungsmaschinen und können für Kopf-Längen von unter 2 Metern gefertigt werden.
Darüber hinaus finden die keramischen Materialien von MANST in der Neuen Energietechnik zahlreiche Anwendungen, z. B.: keramische Doppelschnecken, keramische Dispergier- und Verteilkomponenten, keramische Rohrleitungen, keramische Lagerbuchsen für Schraubenpumpen, keramische Rührwerke usw.
Es wird erwartet, dass vollkeramische Beschichtungsköpfe als neue Materialwahl die Beschichtungstechnologie erheblich verbessern und die Entwicklung von Lithium-Ionen-Batterien sowie verwandten Branchen vorantreiben.
+49(0)9372 9283 688
MANST
Forschungsplatz 1
63820 Elsenfeld




MANST
Forschungsplatz 1
63820 Elsenfeld
Copyright © 2025 MANST All rights reserved.